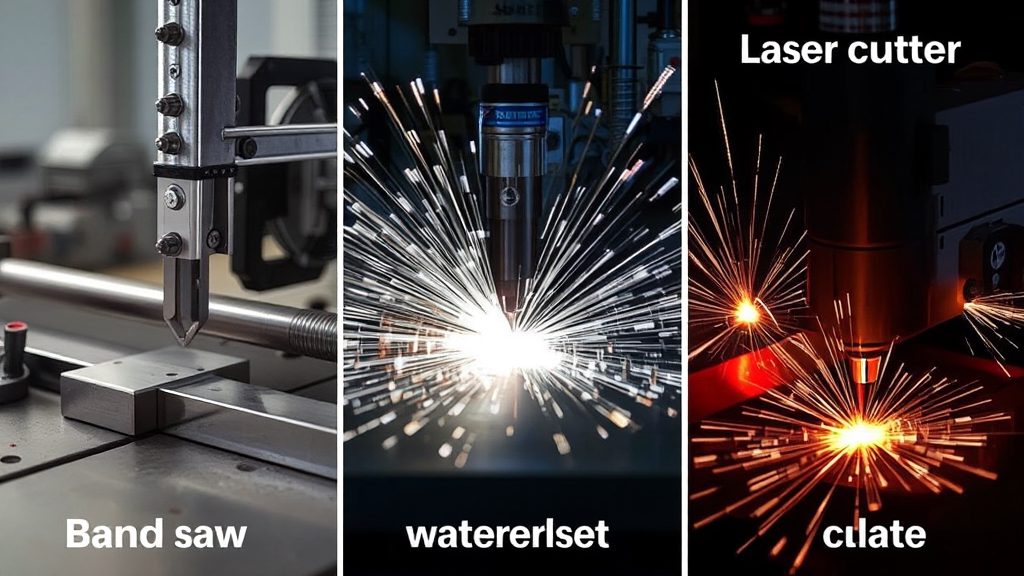
锯切的特点与适用场景
锯切是一种传统且经济的切割方式,特别适合厚度较大的钛板或钛棒。其工作原理是通过锯片的高速旋转进行机械切削,设备成本较低,运营维护也相对简单。在适用厚度方面,锯切通常可以处理从几十毫米到数百毫米的厚板,尤其对于厚度超过50mm的钛材,锯切是成本效益最高的选择。然而,锯切的精度相对较低,切割端面可能存在垂直度偏差、毛刺或倾斜,通常需要后续加工来达到更高要求。对于对公差要求不严格的非关键部件或粗加工阶段,锯切能显著降低生产成本。此外,锯切产生的热量较少,不会对钛材的微观结构造成热影响,但切割速度较慢,适合小批量或对时间不敏感的生产场景。
在钛材切割中,锯切的另一个优势是设备投资小,适合资金有限的中小企业。但需要注意的是,锯片的磨损较快,尤其是切割钛合金时,需选用专用锯片并控制进给速度。同时,锯切过程中产生的切屑需要及时清理,避免缠绕。对于客户而言,如果切割后还需进行大量机加工,锯切作为初步下料方式可大幅降低整体成本。因此,锯切推荐用于厚度大于50mm、公差要求±1mm以上、且后续有余量加工的场景。
水刀切割的特点与适用场景
水刀切割利用高压水射流混合磨料进行切割,具有精度高、无热影响区的显著优势。由于切割过程不产生热量,因此不会改变钛材的金属组织和力学性能,尤其适合对热敏感或要求无氧化层的应用。水刀能够处理中等厚度的钛板,通常适用于5mm至50mm的厚度范围,切割精度可达±0.1mm,端面光滑无毛刺。不过,水刀设备成本较高,运行中磨料和水耗也增加了使用成本,且切割速度相对较慢,不适合大批量生产。但水刀几乎可以切割任意形状,无需更换模具,灵活性极高。
对于需要精确尺寸、复杂轮廓或对表面质量要求高的钛材零件,水刀是理想选择。例如,航空航天领域的关键结构件、医疗器械植入件等,往往要求严格的公差和无热影响区。客户在选择水刀时,应关注其设备精度和磨料质量,定期校准以维持切割公差。此外,水刀切割后的表面通常无需二次加工,可直接用于装配,从而缩短生产周期。综合来看,水刀适用于厚度5-50mm、公差要求高、且对热影响敏感的高端应用场景。
激光切割的特点与适用场景
激光切割是一种高精度、高速度的现代切割技术,特别适合薄板钛材的精密加工。激光束聚焦后能量密度极高,能够快速熔化或气化材料,实现窄切缝和极小热影响区。对于厚度在5mm以下的钛板,激光切割速度极快,精度可达±0.05mm,切割边缘光滑,垂直度好。然而,随着板厚增加,激光切割的效率和品质会下降,通常对于超过10mm的钛材,激光切割的经济性不如水刀或锯切。此外,激光设备投资大,运行中需消耗保护气体(如氮气),成本较高。
激光切割在薄板领域优势明显,常用于电子产品、精密仪器、装饰件等。对于钛材而言,激光切割能实现复杂形状的一次成型,无需后续加工,且热影响区很小,几乎不影响材料性能。但需要注意,激光切割过程中会产生高温,可能引起薄板变形,因此需合理选择参数和支撑方式。客户在考虑激光切割时,应评估板厚和批量,若厚度在5mm以下且批量较大,激光切割能显著提升效率。此外,激光切割的成品尺寸稳定,附带检验记录,便于质量追溯。
如何根据需求选择
在选择切割方式时,需综合评估钛材的厚度、公差要求、预算及后续加工需求。首先,厚度是决定性因素:厚板(>50mm)优先考虑锯切,中等厚度(5-50mm)可选用水刀,薄板(<5mm)则激光更具优势。其次,公差要求:如果公差在±0.1mm以内,水刀和激光均可满足,但水刀对中等厚度更经济;若公差宽松(±1mm以上),锯切可大幅降低成本。预算方面,锯切初始投资最低,水刀和激光设备成本高,但水刀的耗材成本(磨料、水)低于激光的电力与气体消耗。
此外,还需考虑材料特性:钛合金对热敏感,水刀和激光均能减少热影响,但激光对薄板更佳。表面质量方面,水刀和激光切割后通常无需二次加工,而锯切端面可能需要打磨。对于有后续加工(如焊接、机加工)的部件,锯切作为粗加工可节省成本;若要求直接成品,则优先选用水刀或激光。建议客户根据具体应用场景,参考上述对比,并联系供应商进行试切验证。最终选择应平衡精度、成本与交期,以达最佳性价比。